Sieve Shaker: In the pharmaceutical sector, sieving is the most extensively used technique for particle size analysis. The particles are categorized solely on the basis of their size, with no regard for additional qualities such as density or surface features. Micromesh sieves are used to classify particles with a size range of 5 to 20 m, whereas regular woven wire sieves are used to categorize particles with a size range of 20 to 125 m. Punched plate sieves are used to classify coarse particles (>125 m). Punched plate sieves with circular or rectangular apertures are extensively employed in industrial applications. The sieves can be arranged in a variety of ways.
Table of Contents
Principle of Sieve Shaker
Vibration, agitation, or gyration are the principles behind sieve shakers. The efficiency of screening with a sieve shaker is determined by particle size distribution, sieve load, sieve shaking method, particle dimension and shape, and the ratio of sieve open area to total area. The friability and cohesion of the powder can affect the sieving process. The sample is exposed to horizontal or vertical movement during sieving, depending on the technology used. The particles and the sieve move around as a result of this. Individual particles flow through the sieve mesh or are held on the sieve surface depending on their size. The likelihood of a particle passing through the sieve mesh is determined by the ratio of the particle size to the sieve openings, the orientation of the particle, and the number of encounters between the particle and the mesh openings. Thus sieving depends on the sieve movement and the sieving time.
Construction of Sieve Shaker
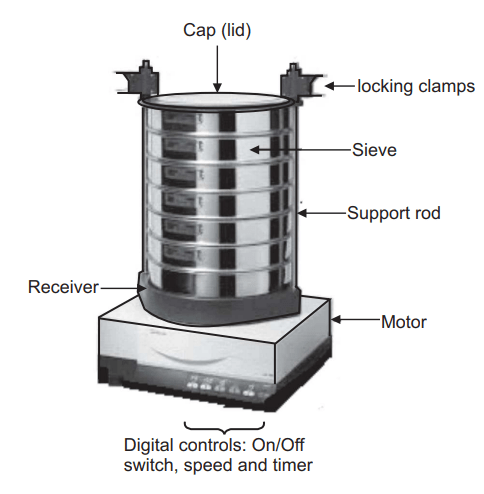
A cradle for holding the sieves, a power unit, and a base make up the sieve shaker. Figure 3.2 shows the cradle, which is made out of a platform attached to the lower ends of two vertical support rods. The higher ends are shock-mounted to horizontal support that can pivot freely around its mounting. The top bar is held securely against the nest of sieves by a sieve holder, a retaining ring, and nuts on the vertical support rods. Standard sieves with various sieve numbers are employed.
Working of Sieve Shaker
Up to 11 sieves, piled with progressively bigger aperture openings towards the top, are used for sieving using a sieve shaker. On the top sieve, the sample is placed. At the bottom, a closed pan (receiver) is put. Mechanical or ultrasonic shaking of the sieves can be done in a variety of ways. The residues in each sieve are recorded and given as a percentage of the nominal sieve aperture values as cumulative values. Machine, moist, manual, and air-jet sieving are the most prevalent sieving methods. Wet-sieving is advised for materials that were previously suspended in a liquid and is required for powders that agglomerate when dry-sieved.In such sieving the stack of sieves is filled with liquid and the sample is fed to the top sieve. Sieving is accomplished by rinsing, vibration, reciprocating action, vacuum, ultrasonication or a combination of these.
(a) Manual and mechanical sieving:
Today, manual sieving is only used where no electricity supply is available, for example, for rapid on-site random checking for oversize and undersize. It is only used for orientation purposes. In contrast, sieve analyses in the laboratory and for quality assurance are carried out with sieve shakers. Modern sieve shakers are characterized by the fact that their mechanical parameters, such as sieving time and amplitude or speed, are carried out with exact reproducibility. In the laboratory, a differentiation is made between horizontal sieve shakers and throw-action sieve shakers.
(b) Throw-action sieving:
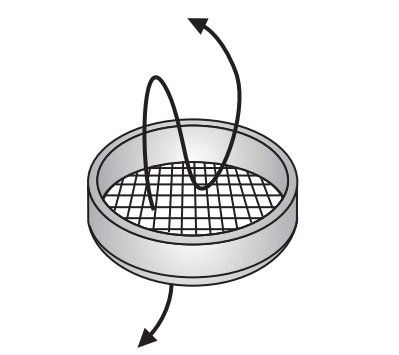
Throw-action sieve shakers are also known as vibratory sieve shakers. An electromagnetic drive sets a spring-mass system in motion and transfers the oscillations to the sieve stack. The sample is subjected to a 3-dimensional movement and is distributed uniformly across the whole area of the sieve, Fig. 3.3. The amplitude can normally be set continuously in the range from 0-2 mm or 0-3 mm. Modern instruments enable the required amplitude to be entered digitally. During the sieving process, a built-in measuring system and control unit performs a continuous comparison between the set and actual amplitude values. This provides the optimal preconditions for reproducible sieving parameters. Digital accuracy for the sieving time and the interval function is a matter of course.
(c) Horizontal sieving:
The sieves in a horizontal sieve shaker move in horizontal circles in one plane, as shown in Fig. 3.4. Because of its horizontal orientation, horizontal sieve shakers are best for needle-shaped, flat, long, or fibrous samples, as only a few disoriented particles enter the mesh and the sieve is not jammed as rapidly. The AS 400 control allows test sieves with a diameter of up to 400 mm to be used. The large sieving area allows large volumes of sample to be sieved, which is useful for particle size analysis of coarse granules and aggregates, for example. In addition, in the fine particle size range and for obtaining single fractions, ultrasonic and air-jet sieving is used for special applications.
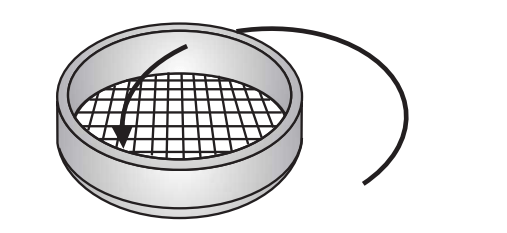
Moves in Horizontal Circles
(d) Sieve set sieving:
Sieve set sieving is the process in which a set of several sieves is used together with a collector pan. The test sieves are arranged in a stack with the largest mesh openings at the top of the stack. The sample is placed on the top sieve and allowed to pass through in lower sieves.
(e) Dry and wet sieving:
The majority of sieving operations are performed on dry materials. Wet sieving, on the other hand, cannot be avoided in many situations, such as suspension or the sifting of a very thin sample that tends to agglomerate. A sieve stack is assembled on a sieve shaker, the same as in dry sieving. Water from a spray nozzle situated above the highest sieve helps to support the sifting process. In the form of a suspension, the sample is deposited on the highest sieve. Rinsing continues until the sieving liquid exiting the sieve stack outlet is clear and free of solid particles. The sieving liquid used in wet sieving must not change the sample’s physical or chemical properties.
Optimal sieving time and amplitude or speed:
The sieving time and ideal amplitude or speed settings are determined by the material to be sieved. National and international standards, as well as internal regulations and standards, usually include thorough information on product-specific sieve analyses and the sieving parameters that go with them. The sieve shaker’s instruction booklet should also include instructions for this. If this essential information isn’t available, the sieving time and amplitude or speed must be calculated through trial and error. This is done by first selecting a relatively short sieving time (for example, 5 min) and carrying out sieving at various amplitudes or speeds to determine at which values the largest amount of sample passes through the sieves (optimal sieving quality).
Sieving Aids:
Sieving aids are used to separate very small samples that stick together. They are used to allow the sample to be sieved. Mechanical sieving aids (such as rubber cubes, brushes, balls, and chains) for removing molecular adhesive forces are distinguished from additives (such as talcum, Aerosil) for greasy, sticky, and oil-containing products. In wet sieving, antistatic sprays diminish electrostatic charges, whereas surfactants reduce surface tension.
A complete sieving process includes the following steps which should be performed in a precise careful manner.
(a) Sampling.
(b) Sample division (if required).
(c) Selection of suitable test sieves.
(d) Selection of sieving parameters.
(e) Actual sieve analysis.
(f) Recovery of sample material.
(g) Data evaluation.
(h) Cleaning and drying the test sieves.
Merits of Sieve Shaker
(i) Sieve shaker is simple to operate.
(ii) It separates samples rapidly.
(iii) It is suitable only for particle size up to 50 µm.
(iv) Requires less area for its installation.
(v) Results of particle sizing are accurate and reproducible.
(vi) Cost of the instrument is lower than other methods.
Demerits of Sieve Shaker
(i) For materials finer than 100 mesh, dry sieving can be significantly less accurate.
(ii) Sieve analysis assumes that all particles will be round (spherical) or nearly so but in reality, it is not the fact.
(iii) For elongated and flat particles a sieve analysis does not yield reliable mass-based results.
(iv) Not suitable for particles smaller than 50 µm.
(v) There is a possibility of further reduction in size, which can cause errors.
(vi) Sieves could be clogged and distorted if not properly handled and maintained.
Applications of Sieve Shaker
(i) Sieve shaker is used for particle size analysis of a variety of materials.
(ii) It is suitable for coarse material down to 150 µm.
(iii) It can be used for wet sieve analysis where the material analyzed is not affected by the liquid – except to disperse it.